


Две переходные втулки для клапана-регулятора с сегментным затвором попросили изготовить специалистов мастерской Управления аварийно-восстановительных работ (УАВР) коллеги из Ямальского газопромыслового управления.
Задача поставлена – принялись решать. Согласно чертежу подобрали сталь круглого сечения диаметром 240 сантиметров, провели проточку по наружной части и отдали заготовку на закалку в печь. В процессе закалки повышаются значения таких свойств металла, как прочность, твёрдость, растёт ресурс работы на износ. При этом ударная вязкость, пластичность и упругость сокращаются.
– Это значит, что закалённый образец будет хуже обрабатываться резанием, охотнее ломаться при ударе, но зато будет надёжнее работать, – сказал Дмитрий Польщиков, начальник ремонтно-механического цеха УАВР. – Мы сделали две заготовки для запчастей, одна прошла испытания огнём при температуре +850 °C, а другая при погружении в воду – лопнула. Получается, делаем новые (с запасом) и запускаем процесс обработки металла сначала.

После закалки заготовки в течение 1,5 часов постепенно нагревались и остывали в печи для отпуска при температуре +200 °C. Эта процедура ликвидирует внутреннее напряжение, часто возникающее в металле при закалке, а также снижает его хрупкость.

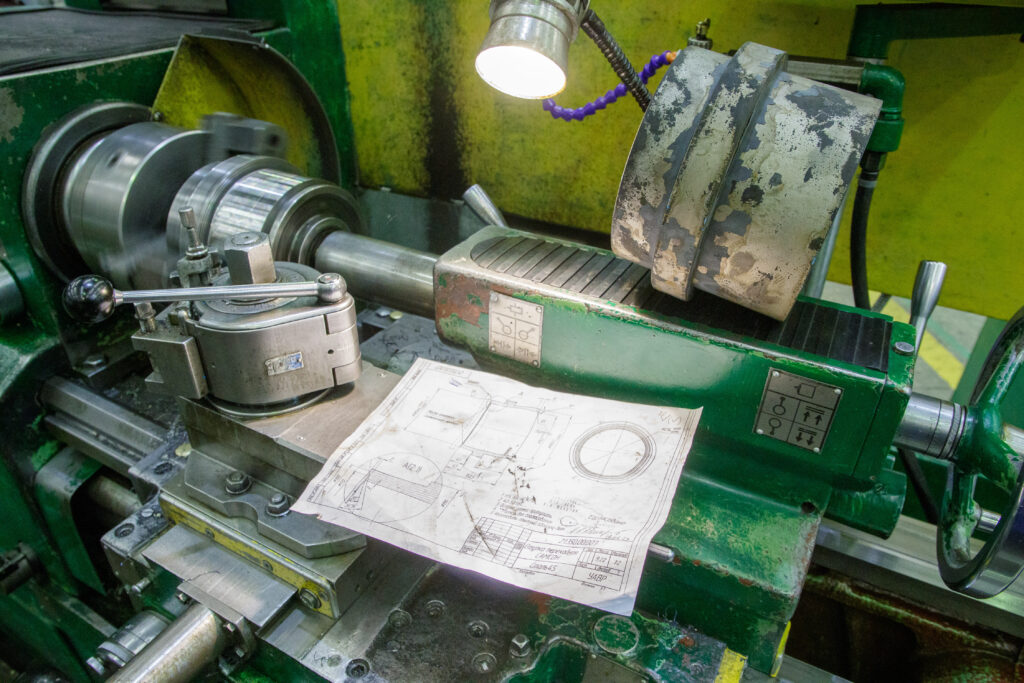
– После того, как металл подготовлен, заготовки втулок отправляются на чистовую обработку. И этот процесс намного длительнее и трудозатратнее по сравнению с обработкой изделий из незакалённого металла, – разъяснил Сергей Касьяненко, токарь ремонтно-механического цеха УАВР. – При токарной обработке с заготовки снимаются по 0,2 миллиметра за операцию, а не привычные 2-3 миллиметра.

Фото Дмитрия Эрнста